





主轴部件的要求:
①高精度。包括运动精度(回转精度、轴向串动)和安装刀具或夹持工件的夹具的定位精度(轴向、径向);
②高刚性和抗振性;
③较低的温升及较好的热稳定性;
④较好的精度保持性;
⑤装夹刀具和工件的可靠性;
⑥数控加工中心主轴部件除上述要求以外,还应有:(机械结构方面)
⑦刀具的自动自动夹紧装置;
⑧主轴的准停;
⑨主轴内孔的清洁装置。
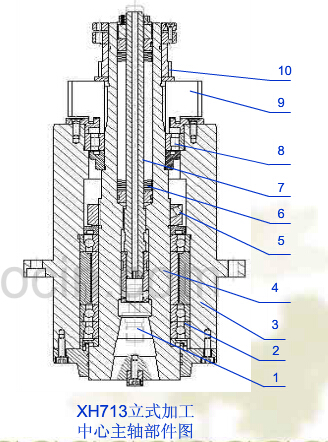
1、主轴的端部结构
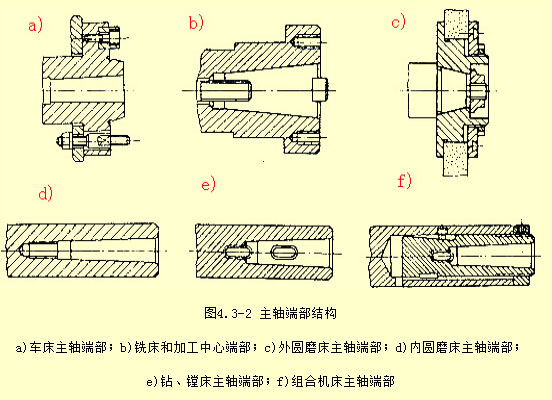
主轴端部主要是用来安装刀具或夹持工件的夹具,因此,要保证刀具或夹具定位(轴向、径向定心)准确,装夹可靠、牢固,而且装卸方便。
目前,主轴的端部形状已标准化。
2、主轴的支承
主轴支承的配置形式
数控加工中心主轴有前、后两支承及前、中、后三支承两种形式,以前者多见。
主轴箱长度较长,采用两支承其支承夸距远在于合理夸距,通过加大轴径来提高刚性和抗振性无效时,应考虑增设第三支承。
由于制造工艺上的限制,通常难使支承座孔完全同轴,通常只有两个支承起主要作用,另一个(中间或后)支承起辅助作用。辅助支承通常选用深沟球轴承或向心圆柱滚子轴承。
主轴支承轴承选用的一般原则:
支承轴承的选用主要是根据主轴的转速、承载能力、刚度以及精度等确定。
主轴滚动轴承可按下列原则选择:
1、中等转速、较大载荷、要求刚度较高时,可用线接触的轴承,如双列向心短圆柱滚子轴承、单列或双列圆锥滚子轴承或Garnet轴承。
2、高速时可用角接触轴承。载荷较小时每个支承可用一个轴承,载荷较大时可用两个轴承。
3、以轴向力为主,要求精度不太高的主轴,可用深沟球轴承,配以推力轴承,如钻床。
4、径向尺寸受到限制时,可用滚针轴承。
滚动轴承的预紧及间隙的调整
一、滚动轴承的预紧
滑动轴承一定要在有间隙的条件下工作,而滚动轴承通常应在过盈的条件下工作。安装滚动轴承时,预先在轴向施加一个径向载荷30%的力,使轴承滚道与滚动体间有一定的过盈量,称为“预紧”。适当的预紧量可使滚动体产生微小的弹性变形,增加滚动体与滚道的接触面积,从而提高轴承刚度.
过大的预紧对轴承刚度提高已不显著,么而会导致发热高,磨损严重和后果。
二、滚动轴承的间隙调整
主轴支承结构一定要考虑轴承间隙调整结构:
①装配时能对轴承施加预紧力,控制过盈量;
②轴承磨损后,为恢复精度和过盈量而再进行调整,确保滚动轴承能长期、可靠而又稳定地工作。
调整结构原理:使轴承内外圈轴向相对位移,消除滚动体与滚道之间的间隙,并有一定的过盈量,然后在调整好的位置上固定下来.*常用的调隙方法是用螺母调整。
三、主轴轴承的密封和润滑
密封:为了提高主轴轴承的寿命和确保轴承的旋转精度,必须采取严格的密封措施,防止切屑液及杂物从外部进入组件内部,保证轴承的使用性能和寿命。目前通用的有主轴吹气、迷宫密封等非接触式密封方式,对于要求不高的可以采用间隙密封,但必须准确地控制间隙的大小,一般是在0.02-0.04mm之间。
润滑:润滑方式有两种:脂润滑和油润滑
刀具的自动自动夹紧装置
加工中心和高速数控铣床刀具安装势必采用自动装刀机构。由预紧弹簧控制轴向拉力,再由气压、液压或机械螺杆等执行机构实现松刀和夹刀动作的拉杆机构。
主轴准停机构
主轴准停也叫主轴定向。在加工中心等数控加工中心上,由于有机械手自动换刀,要求刀柄上的键槽对准主轴的端面键上,因此主轴每次必须停在一个固定的位置上,所以主轴上必须设有准停装置。
主轴准停装置分为机械式准停和电气式准停。
主轴内孔的清洁装置。
为了提高刀具重复安装精度,减少刀具锥柄和主轴锥孔非正常接合,在自动装刀系统中必须对刀具锥柄安装孔进行清洁。
