





由于数控加工中心上配置的刀具正常使用不易损坏,加工中刀具长期使用旧的切削参数,大大降低了机床的使用效率。随着人工成本的提高,如何提高产品质量和生产效率,降低加工成本成为比较关注的话题。本文以在卧式数控加工中心上加工的典型零件——床头箱为例进行介绍。
一、 解决问题的思路
首先,对数控加工中心加工零件现行的工艺参数及工艺方案进行实际考察,制定新的工艺方案,找出有待于提高效率的生产薄弱环节;根据旧的生产节拍和刀具的使用情况,拟定提高功效的工艺方案;通过优化工艺路线、刀具参数及加工程序,达到提高功效的目的。
二、 解决问题的方案
(1)制定并优化工艺路线
图1所示为优化前箱体的机械加工工艺路线:铣→镗1→平磨→镗2→钳→镗铣(卧式数控加工中心);经过生产现场的实际考查:发现原来工序镗2、钳、镗铣可以三工序合并一工序。即工艺路线优化后新工艺:铣→镗→平磨→镗铣(卧式数控加工中心)。
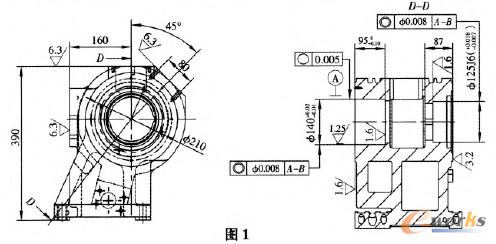
优化后的工艺:将原先镗2(钻箱体与床身连接孔及周边各孑L位置)、钳(攻周边各螺纹)、镗铣(数控加工中心精镗各孔)合并为一道工序,大大缩短了工艺路线,从而降低了生产管理及制造成本。
(2)刀具的合理配置及刀具参数的优化
1)将原先镗孔用的焊接刀头*换成机夹式换刀片的刀头,切削速度比原来平均提高1/3,进给率比以前提高1.5—2倍;
2)精镗刀选用CBN刀片。根据选用刀片所推荐的切削参数,结合生产过程中刀具磨损的具体情况,提高了刀具使用寿命,*终选用切削速度v=500m/min,使生产效率比以前提高了3倍;
3)使用双刃镗刀代替传统镗刀,使机加工效率比以前提高1.5倍;
4)使用高速U钻,使钻孔效率提高3.5倍;
5)工艺路线缩短,减少生产管理成本;
6)优化了数控加工程序,减少了刀具路径的辅助时间;
7)根据选用的刀具,合理优化工艺切削参数,达到了提高设备功效、降低产品加工成本的目的;
8)用数控加工中心钻孔、攻丝代替传统的钻床钻孔攻丝,保证了产品质量,降低了操作者的劳动强度。
三、 工艺方案改进前、后切削参数及生产节拍对比
工艺方案改进前、后的切削参数如表1所示,床头箱体为被加工件,其材料为HT250,采用HMl00型精密卧式加工中心进行数控加工。

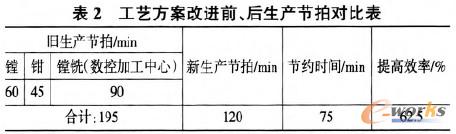
改进前、后生产节拍如表2所示。
四、 成本核算
加工该类箱体一次性投入的双刃镗刀、U钻均属于通用刀具,成本均分到每个加工的零件上,几乎可以忽略。加工该箱体主轴孔使用的是机夹式刀片,箱体的加工成本比旧的工艺方案所产生的制造成本单箱平均上升5.7%。但新工艺方案的生产效率提高了62.5%,与刀具的成本增加综合计算,加工该类箱体整体制造成本下降了,即加工该类箱体综合效益得到了大幅提高。
五、 结语
该工艺方案是生产过程中较典型的一个实例,通过以上应用结果可以看出,新工艺方法的使用,在保证产品质量的条件下,大大提高箱体加工的生产效率,从而降低制造成本,同时也提高了公司数控加工中心的生产能力和工艺水平,为从事该类工作的技术人员提供有效的参考依据。
