





数控加工中心自动换刀系统中的自动换刀装置主要分为直接换刀方式、机械手换刀方式和转塔头方式三种类型,我们一一介绍。
所谓直接换刀方式,就是指换刀过程由刀库和主轴箱配合完成,顾名思义,这是一种*直接的换刀方式。
按照换刀过程中,刀库有没有发生位移来区分,直接换刀方式又可以分为刀库移位方式和刀库固定方式两种。刀库移位方式中,刀库是可以移动的,在换刀前,刀库进入换刀工作区,换刀后在退出该区域。这种换刀方式由于刀库发生的运动较多,布局比较讲究,灵活性和适应性较差。
刀库固定方式中,主要通过主轴箱的移动进行选刀。刀库可以是保持静止的,也可以只进行位置旋转。前者只能进行顺序选刀,适用于刀具数量较少的数控加工中心,而后者可以实现转位选刀。这种选刀方式减少了刀库的移动,可以大大简化刀库的设计结构,对换刀过程的控制也简单可靠。
机械手换刀方式
所谓机械手换刀方式,就是指在换刀时,由机械手进行操作,负责在刀库和主轴之间传递刀具,将需要使用的刀具推送到主轴上,再将替换下来的刀具送回到刀库内。这种换刀方式虽不如前一种来得直接,但避免了刀库和主轴为换刀进行移动,而是由机械手代替。这样就使机械元件运动幅度减小,完成换刀的速度*快,设计布局也*加灵活,因此广泛应用于大多数数控数控加工中心。
如果每把刀具使用各自独立的机械手进行切换,称为专用换刀机械手方式;相反,多把刀具使用公用的机械手进行切换,称为公用换刀机械手方式。后者又有转位式换刀机械手、双手式换刀机械手和刀具传送用的机械手三种类型。
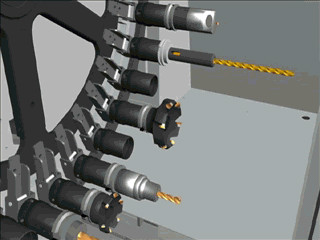
转塔头方式
转塔头方式是通过砖塔的旋转,使需要的刀具移动到相应位置的换刀方式。它一般为顺序换刀,优点是结构紧凑,换刀时间极短,一般较多应用于加工曲轴类等细长类工件且需要完成多道工序的零件。
转塔头方式的自动换刀装置又分为转塔刀架换刀和砖塔主轴头换刀两种方式。转塔刀架换刀方式是在转塔主轴上安装环装刀架,不同刀具依次排列在刀架上,通过转塔头的旋转,实现自动换刀动作,刀具的位置,依靠刀架的旋转分度来定位。这是一种*简单的自动换刀装置,结构上具有良好的刚度,可以承受粗加工的切削力度。这种装置对刀架旋转的定位精度有较高的要求,如果旋转定位精度有误差,就无法将刀具送到准确的位置。
转塔主轴头换刀方式也需要配备转塔,但转塔主轴上连接的不是刀架,而是多个不同方位,成章鱼触手状分布的分主轴头,每个主轴头上事先安装有各个工序需要使用的刀具。工作中,通过旋转转塔,各主轴头按照程序指令,依次转动到加工位置,从而实现自动换刀动作。这种换刀方式,由于各分主轴都集中在一个转塔上,对转塔主轴的刚度有较高的要求,刀具主轴的数量也有所限制。转塔主轴头换刀方式主要应用在小型立式数控加工中心。
数控加工中心由于配有刀库和自动换到系统,能实现一次庄家完成多道工序,减少专用夹具数量,缩短了生产准备时间,同时减少了多次安装多造成的定位误差,提高了加工进度,能实现高效率的加工。所以自动换刀系统的性能的好坏直接影响到数控加工中心的加工效率和效果。
