






在数控加工中心上容易找正,在加工中便于检查,编程时便于计算,而且对刀误差小。
对刀点可以选择零件上的某个点(如零件的定位孔中心),也可以选择零件外的某一点(如夹具或机床上的某一点),但必须与零件的定位基准有一定的坐标关系。
提高对刀的准确性和精度,即便零件要求精度不高或者程序要求不严格,所选对刀部位的加工精度也应高于其他位置的加工精度。
选择接触面大、容易监测、加工过程稳定的部位作为对刀点。
对刀点尽可能与设计基准或工艺基准统一,避免由于尺寸换算导致对刀精度甚至加工精度降低,增加数控程序或零件数控加工的难度。
为了提高零件的加工精度,对刀点应尽量选在零件的设计基准或工艺基准上。例如以孔定位的零件,以孔的中心作为对刀点较为适宜。
对刀点的精度既取决于数控设备的精度,也取决于零件加工的要求,人工检查对刀精度以提高零件数控加工的质量。尤其在批生产中要考虑到对刀点的重复精度,该精度可用对刀点相对机床原点的坐标值来进行校核。
对于三坐标数控铣床或三坐标加工中心,相对数控车床或车铣加工中心复杂很多,根据数控程序的要求,不仅需要确定坐标系的原点位置(X0,Y0,Z0),而且要同加工坐标系G54、G55、G56、G57等的确定有关,有时也取决于操作者的习惯。对刀点可以设在被加工零件上,也可以设在夹具上,但是必须与零件的定位基准有一定的坐标关系,Z方向可以简单的通过确定一个容易检测的平面确定,而X、Y方向确定需要根据具体零件选择与定位基准有关的平面、圆。
对于四轴或五轴数控价格中心,增加了第4、第5个旋转轴,同三坐标数控设备选择对刀点类似,由于设备*加复杂,同时数控系统智能化,提供了*多的对刀方法,需要根据具体数控设备和具体加工零件确定。
对刀点相对机床坐标系的坐标关系可以简单地设定为互相关联,如对刀点的坐标为(X0,Y0,Z0),同加工坐标系的关系可以定义为(X0+Xr,Y0+Yr,Z0+Zr),加工坐标系G54、G55、G56、G57等,只要通过控制面板或其他方式输入即可。这种方法非常灵活,技巧性很强,为后续数控加工带来很大方便。
(3)采用机外对刀仪实现对刀
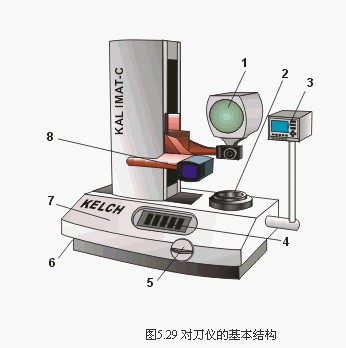
钻削刀具的对刀操作过程如下:
2.将刀柄插入对刀仪上的刀柄夹持轴2,并紧固;
3.打开光源发射器8,观察刀刃在显示屏幕1上的投影;
4.通过快速移动单键按钮4和微调旋钮5或6,可调整刀刃在显示屏幕1上的投影位置,使刀具的刀尖对准显示屏幕1上的十字线中心,如图5.31;
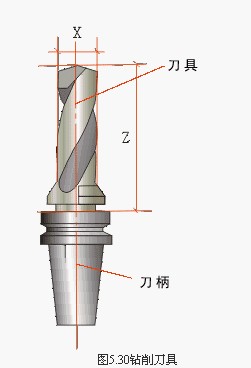
5. 测得X为20,即刀具直径为φ20mm,该尺寸可用作刀具半径补偿;
6.测得Z为180.002,即刀具长度尺寸为180.002 mm,该尺寸可用作刀具长度补偿;
7.将测得尺寸输入加工中心的刀具补偿页面;
8.将被测刀具从对刀仪上取下后,即可装上加工中心使用。
