





1)立式加工中心
立式加工中心适于加工Z轴方向尺寸相对较小的工件,一般的情况下除底面不能加工外,其余五个面都可用不同的刀具进行轮廓和表面加工。
①坐标轴运动具有两种方式:
a.X、Y方向工作台移动、Z方向主轴箱移动;
b.动立柱加工中心:工作台固定,X、Y和Z方向的运动由主轴立柱和主轴箱移动来实现。
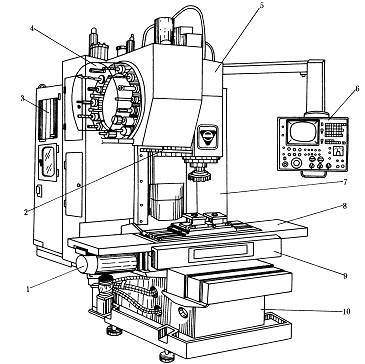
立式加工中心示意图
立式加工中心的主轴处于垂直位置。它能完成铣削、镗削、钻削、攻螺纹和切削螺纹等工序。立式加工中心分三轴、四轴、五轴、六轴控制,工艺人员可根据其同时控制的轴数确定该加工中心的加工范围。
立式加工中心立柱高度是有限的,确定Z轴的运动范围时要考虑:
①工件的高度;
②工装夹具的高度;
③刀具的长度;
④机械手换刀占用的空间。
在考虑上述四种情况之后,立式加工中心对箱体类工件加工范围要减少,这是立式加工中心的弱点。
但立式加工中心有下列优点:
①工件易装夹,可用通用的夹具如平口钳、压板、分度头、回转工作台等装夹工件,工件的装夹定位方便;
②刀具运动轨迹易观察,调试程序检查测量方便,可及时发现问题,进行停机处理或修改;
③冷却条件易建立,冷却液能直接到达刀具和加工表面;
④坐标系即X、Y、Z三个坐标轴与笛卡儿坐标系吻合,感觉直观与图纸视角一致;
⑤切屑易排除和掉落,避免切屑划伤加工过的表面;
⑥结构一般采用单柱式,它与相应的卧式加工中心相比,结构简单、占地面积较小,价格较低。
2)卧式加工中心
①卧式加工中心的刀库一般为链式结构,刀库容量较大。
②应用面*为广泛,可加工扭曲面,箱体等复杂零件,例如水轮机叶轮的加工。
卧式加工中心的结构较立式加工中心复杂,体积和占地面积较大,价格也较高。
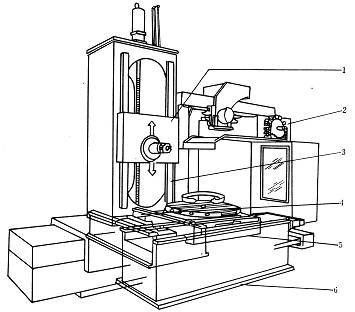
卧式加工中心示意图
卧式加工中心优点:
卧式加工中心较适于加工箱体类零件。只要一次装夹在回转工作台上,即可对箱体(除顶面和底面之外)的四个面进行铣、镗、钻、攻丝等加工。特别是对箱体类零件上的一些孔和型腔有位置公差要求的(如孔系之间的平行度、孔与端面的垂直度、端面与底面的垂直度等),以及孔和型腔与基准面(底面)有严格尺寸精度要求的,在卧式加工中心上通过一次装夹加工,容易得到保证,适合于批量工件的加工。
卧式加工中心缺点:
卧式加工中心程序调试时,不如立式加工中心直观、容易观察,对工件检查和测量也感不便,且对复杂零件的加工程序调试时间是正常加工的几倍,所以加工的工件数量越多,平均每件占用机床的时间越少,因此用卧式加工中心进行批量加工才合算。但它可实现普通设备难以达到的精度和质量要求,因此一些精度要求高,其它设备无法达到其精度要求的工件,特别是一些空间曲面和形状复杂的工件,即使是单件生产,也可考虑在卧式加工中心上加工。
卧式加工中心冷却条件不如立式的好,特别是对深孔的镗、铣、钻等,冷却液难以到达切削深处,因此,必须降低机床的转速和进给量、降低了生产效率。与立式加工中心相比,卧式加工中心的功能多,在立式加工中心上加工不了的工件,在卧式加工中心上一般的都能加工。此外卧式加工中心的回转工作台有的是数控的,有的是分度的,工件一次装夹可实现多个工位的加工。总的来说卧式加工中心有其优点,也有不足,使用时用其优避其劣。
