





一、主传动系统概述
1、概念
主传动:用来实现数控加工中心的主运动,它将主电动机的原动力变成可供主轴上刀具切削加工的切削力矩和切削速度。例如:数控车床上主轴带动工件的旋转运动;立式加工中心上主轴带动铣刀的旋转运动等。
主传动系统:由主轴龟机经过一系列传致力元件和主轴构成的具有运动和传动联系的整体。主要包括:主轴电机、传动装置、主轴部件和运动控制装置。
数控加工中心主传动系统的要求数控加工中心与普通机床比较,由于其高自动化和高精度的需要,主传动系统应具有如下特点:
》转速高、功率大;
》转速高、功率大;
数控加工中心对工件能完成大切削用量的粗加工及高速旋转下的精加工。粗加工时,扭矩要大;精加工时转速要高。
》变速范围宽,并可无极变速
满足不同的加工要求,就要有不同的加工速度。由于数控加工中心的加工通常在自动的情况下进行,尽量减少人的参与,因而要求能够实现无级变速。
》实现恒切削速度加工;
在加工端面时,为了保证端面稳定的加工质量,要求工件端面的各部位能保持恒定的线切削速度.
》主传动链尽可能短;
传动链越短,则累积误差越小,机床精度相应就高.
》实现刀具的快速自动卸载;
由于数控加工中心多进行多工序加工,工序变换时刀具也要*换,实现自动换刀可提高加工效率。
》具有良好的杭振性和热稳定性.
数控加工中心一般要同时承担粗加工和精加工任务,加工时可能由于断续切削、加工余量不均匀、运动部件不平衡以及切削过程中的自激振动等原因,造成主轴振动,影响加工精度和表面质量.因此在主传动系统中的主要零部件不但要具有一定的静刚度,而且要求具有良好的抗振性。此外,在切削加工过程中,主传动系统的发热往往使零部件产生热变形,破坏零部件之间的相对位置精度和运动精度,造成加工误差。
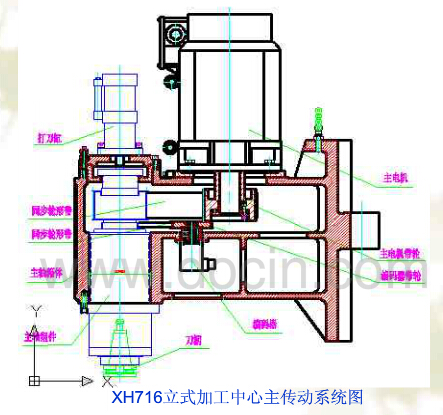
二、主传动系统结构形式
主传动系统采用的结构形式主要决定于主轴转速高低、传递转矩大小和对运动平稳性的要求。
1、直联传动
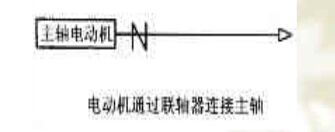
主轴与主电机由联轴节直接连接,其优点是结构紧凑,但主轴转速的变化及转矩的输出和电动机的输出特性一致,同时主轴部件结构相对比较复杂,因而使用上受到一定限制。
2、齿轮传动
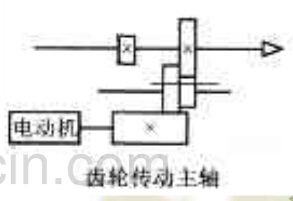
通过少数几对齿轮降速,使之成为分段无极变速,确保低速大转矩,以满足主轴输出转矩特性的要求。这种配置方式较多用与大、中型数控加工中心。
线速度V≤12-15m/s、转速n《2000- 2500r/min
3、带传动
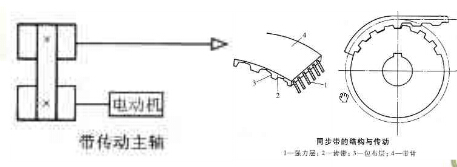
主轴与主电机经一对同步带传递动力。
同步带综合了带、链传动的优点,无相对滑动,传动比准确,传动精度高,而且齿形带的强度高、厚度小、重量轻,故可用于高速传动,速度可达50m/s,。齿形带无需特别张紧,故作用在轴和轴承上的载荷小,传动效率可达98%以上,传递功率根据带型和带宽可加以选择。适用于中、小型机床。其优点是结构简单安装调试、维修方便。
4、电主轴
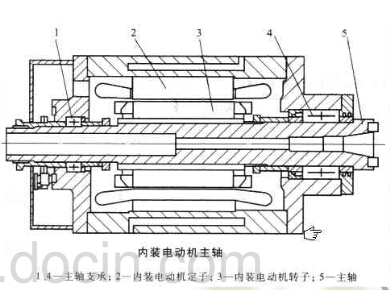
电主轴部件结构紧凑,重量轻,惯量小,可提高起动、停止的响应特性,有利于控制振动和噪声;缺点是制造和维护困难且成本较高。电动机运转产生的热量直接影响主轴,主轴的热变形严重。
电主轴通常用于小功率高速数控加工中心上.
