





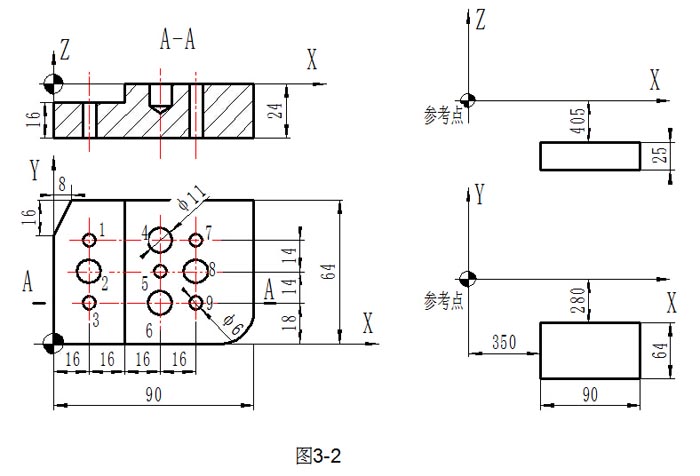
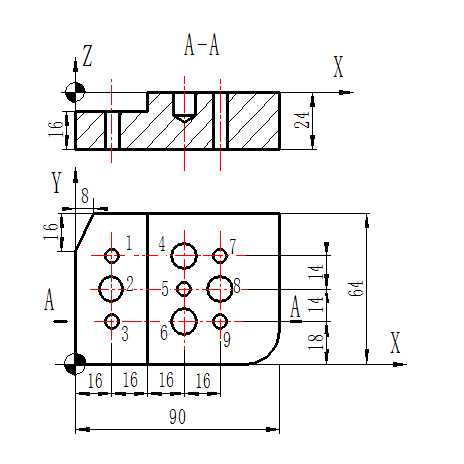
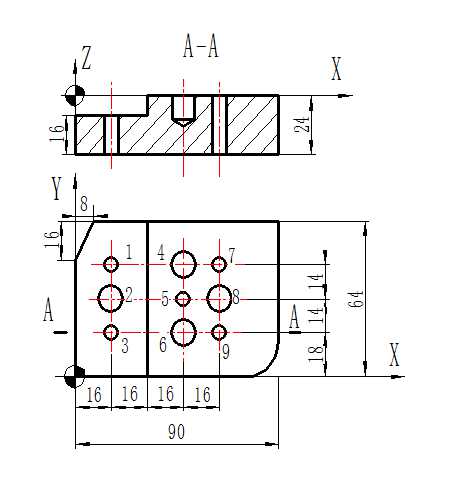
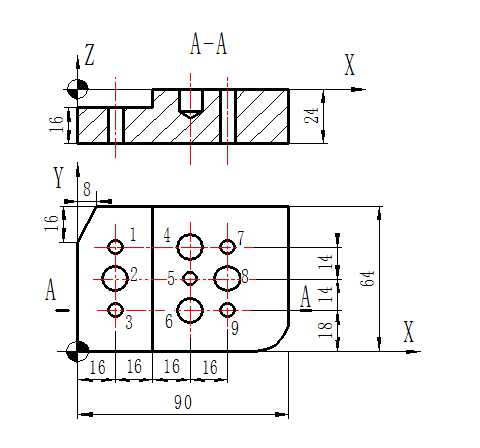
本实例中零件图及毛坯位置图如图3-2所示,其中,#1、#2、#5、#6、#7、#8、孔深10mm,#3、#4、#9为通孔。由于零件较小,外形规则,采用平口钳装夹即可,选择以下四种刀具进行加工:1号刀为φ50mm端铣刀,用于铣上表面; 2号刀为φ20mm立铣刀,用于铣左台阶面; 3号刀为φ6mm钻头, 4号刀为φ11mm钻头,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。该零件工艺规程见表3-3,工件坐标系的建立,参考点及程序零点的确定如图3-2所示。
表3-3 零件工艺规程
| 工序 | 工序内容 | 刀具号 | 刀具规格 | S(r/min) | F(mm/min) |
| 1 | 铣平面 | T01 | Φ50mm端铣刀 | 1500 | 150 |
| 2 | 铣左台阶孔 | T02 | Φ20mm立铣刀 | 1000 | 150 |
| 3 | 钻#3孔 | T03 | Φ6mm钻头 | 1000 | 100 |
| 4 | 钻#1孔 | T03 | Φ6mm钻头 | 1000 | 100 |
| 5 | 钻#9孔 | T03 | Φ6mm钻头 | 1000 | 100 |
| 6 | 钻#5孔 | T03 | Φ6mm钻头 | 1000 | 100 |
| 7 | 钻#7孔 | T03 | Φ6mm钻头 | 1000 | 100 |
| 8 | 钻#8孔 | T04 | Φ11mm钻头 | 700 | 100 |
| 9 | 钻#6孔 | T04 | Φ11mm钻头 | 700 | 100 |
| 10 | 钻#4孔 | T04 | Φ11mm钻头 | 700 | 100 |
| 11 | 钻#2孔 | T04 | Φ11mm钻头 | 700 | 100 |
 |
 |
|
加工程序 O0432 N10 G54 G28 Z10. T01 M06 G43 G90 Z10. H01 S500 M03 G00 X-30. Y40. M08 N20 G01 Z-1. F150 X80. Y20. X-30. G49 Z5 G28 Z10. M05 T02 M06 G43 Z10. H02 S1000 M03 G00 X9. Y-12. M08 N30 G01 Z-8. F150 Y64. X22. Y-12. G28 Z10. M05 T03 M06 G43 Z10. H03 M08 S1000 M03 N40 G00 X16. Y18. Z5. G99 G83 Z- 27.R2.Q5. F100 G98 Y46.Z-18. G99 X64.Y18.Z-27. X48. Y32. Z-10. X64. Y46. G00 G80 X0 Y0 G28 Z15. M05 T04 M06 G43 Z10. H04 M08 S700 M03 G00 X64. Y32. Z5. N50 G99 G83 Z-10. R2.Q5.F100 X48. Y18. Y46. Z-27. G98 X16. Y32. Z-18. G80 G28 Z50. M05 M30 |
 |
